



Machinery Systems: the engineers at the heart of MHI

What do road pricing systems, wind tunnels, particle accelerators, cranes and packaging machinery have in common?
For a start, they are all designed and built by Mitsubishi Heavy Industries Machinery Systems (MHI-MS), one of the key manufacturing divisions within MHI and responsible for a remarkably wide range of products within the Group’s large and diverse portfolio, reflecting MHI-MS’s long history of acquiring and integrating new technologies and products. Today we are organized into three divisions – mobility, infrastructure facilities and printing & packaging machinery -- each responsible for about a third of our revenue. But I suspect our shape will continue to change in the years ahead.
However, MHI-MS is united by more than just history. What underlies our diverse businesses is mechatronics, the concept of merging mechanical, electrical and computer engineering to design automated systems. To operate what is visible (hardware), we leverage what is invisible (operating and control systems). I like to think of mechatronics as the act of ‘breathing life’ into machines.
Technological incubator
In order to do this, MHI-MS uses and maintains perhaps the broadest array of technologies across MHI, making us an incubator of new products for the rest of the Group. We not only have the largest number of electrical engineers of any MHI company; we even have staff specializing in civil engineering, architecture and chemistry.
As a result, our colleagues in the Energy, Nuclear or Defense divisions regularly make use of our expertise. In the past, we used to second employees to them. Nowadays, they give us entire projects to work on, turning us into a kind of internal sub-contractor.
In that sense as well, MHI-MS -- as a separately established company with our headquarters in Kobe, factories in Kobe and Mihara, 2,600 employees and a network of offices throughout Japan -- is a unique presence within the Group. It allows us to support a wider range of technologies than more narrowly focused domains.
Today, this spirit of constantly taking on new challenges, which harks back all the way to the foundation of MHI’s Kobe shipyard in 1905, is helping us make use of artificial intelligence – but in the right way. AI is very capable at learning and recognizing patterns and this makes it a useful tool that can be integrated into many of our products. However, some machines are best run on rigid rules that are not subject to ‘machine learning’. Ultimately, AI is simply another tool and the quality of the hardware and software is what counts.
Boxing clever
Let me illustrate the MHI-MS philosophy and how we work in practice with a couple of examples. We have been manufacturing paper converting machinery for more than 60 years, responding to the needs of customers in more than 30 countries and establishing a leading position in a Y350 billion ($2 billion) market that is booming due to the growth of e-commerce.
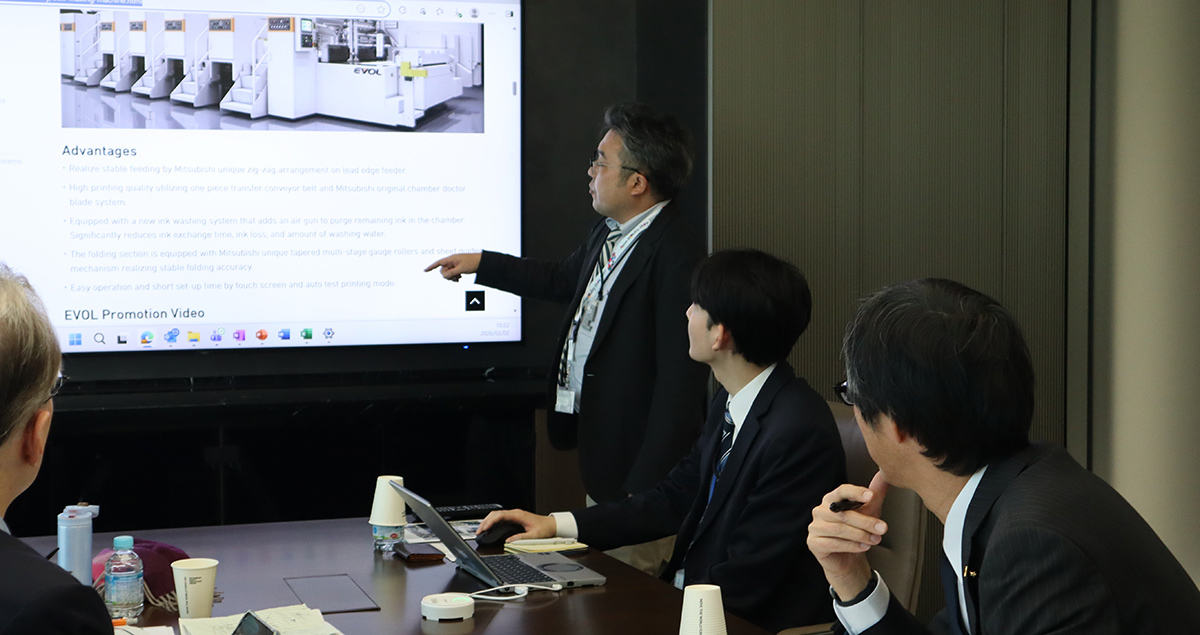
Our corrugating machines are the fastest in the world, able to turn out 400 meters of corrugated board a minute. Downstream from these, often in the same factory, our biggest customers deploy our box making machines to cut that corrugated board into ready-to-use boxes, folded and printed with designs in up to four colors. Our top-of-the-range EVOL box making machine can produce 48,000 boxes per hour when using a ‘dual slotter’ unit, an unrivalled level of productivity – and we have sold more than 700 of them worldwide over the past two decades.
Recently, in our corrugators, we started using AI to predict differences in how the drying corrugated board warps as it passes through the machine and to make optimal, real-time adjustments. We have also improved our on-call after-sales service operations with generative AI for our paper converting machinery in North America.
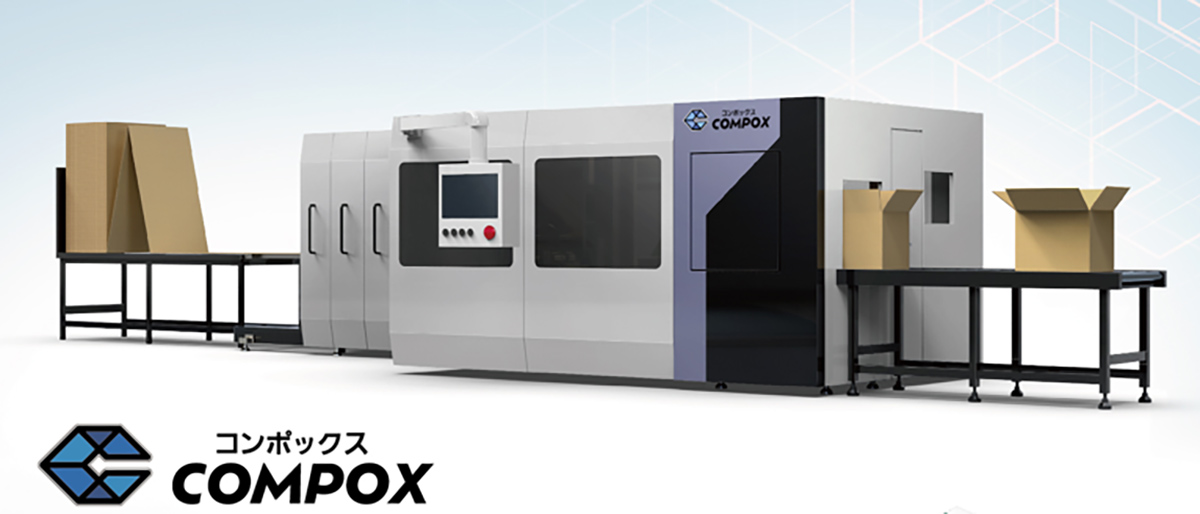
Another innovation is our COMPOX box maker, created by combining technology from our paper converting machinery business with that from our food packaging machinery. COMPOX can produce boxes of different sizes, responding automatically to the size of the product being shipped. This reduces wasted space, reducing costs and enhancing sustainability – no longer will you receive a giant box with a tiny item rattling around inside.
The road ahead
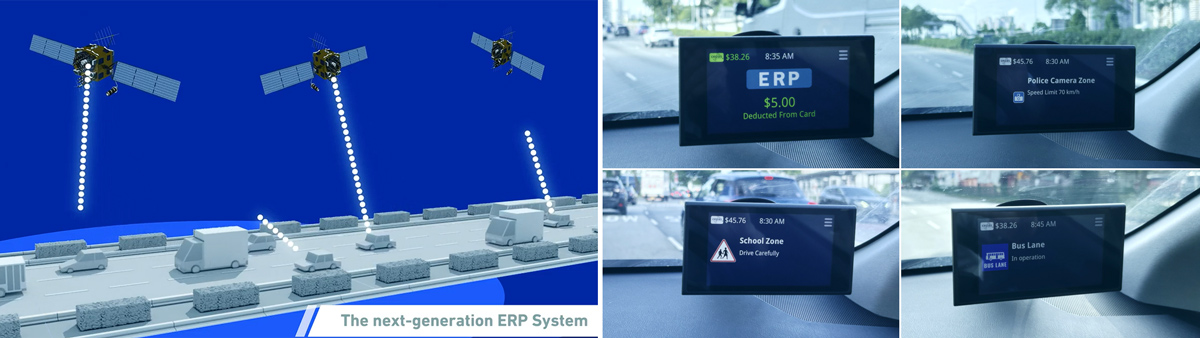
A second example is our electronic road pricing (ERP) technology. We were first into this market and have been a key technology provider and systems integrator for three decades after launching a toll road system in Singapore in 1998. Today, we are in the process of implementing ERP2, which is designed not only for specific expressways but Singapore’s entire road network and applies to all vehicles, including motorcycles – the first such full-scale system in the world.
Critically, ERP2 represents a significant leap in technology: using satellite positioning data eliminates the need for physical gantries and enables dynamic pricing based on a vehicle’s location and the time of day. This not only produces revenue; more importantly, it helps reduce congestion, improving safety and productivity. And drivers will in future be able to receive information on traffic conditions, parking availability and much else.
The ability of MHI-MS to develop and launch such technically ambitious products and systems is only possible because of a large stable of mature products for which there is continued demand.
All of this gives me confidence that MHI-MS will be able to reach our Y200 billion ($1.3 billion) revenue target within the next five years, while continuing to contribute both to the profitability of MHI Group and the advancement of society. Our collection of technologies, human expertise and experience is a valuable resource for the entire company and, in my opinion, is MHI’s conglomerate premium.
![]()
Learn more about Mitsubishi Heavy Industries Machinery Systems
Related tags
SHARE



Satoshi Kojima
Satoshi Kojima is President and CEO of Mitsubishi Heavy Industries Machinery Systems, a division of MHI Group
