



Integrating Hardware, Software, and People: how MHI is realizing Innovative Total Optimization

At Mitsubishi Heavy Industries (MHI), we live and breathe technology. Our platform of more than 700 technologies spans mechanical, electrical and chemical engineering; we understand fluid dynamics, thermodynamics, coatings, ceramics and more. We know how to weld, cast and assemble, and have the ability to deliver some of the world’s most complex and critical infrastructure.
Today, however, we are using our technology portfolio not only as the foundation for the products and solutions we develop and deliver but also as a means of value creation. We are leveraging it to realize Innovative Total Optimization (ITO), our new management methodology, in order to achieve sustained - and sustainable - growth.
ITO represents a fundamental shift in how we approach value creation. To realize it, we must optimize both the vertical value chain - spanning design, procurement, and manufacturing - and horizontal collaboration across our more than 30 business units. This group-wide optimization depends on effective information sharing, a challenge rooted in MHI's history, since our businesses tend to operate independently, making seamless data flow difficult.
The business case for integration is compelling. Around 80% of life cycle cost is determined in early design, while design changes become exponentially harder in later phases. Therefore, front-loading through early sharing of objectives and requirements across the vertical value chain is essential to reduce cost and improve quality.
Across the organization, we are shifting from an “individually tailored” approach to a "prepared-in-advance" model where specifications are defined upfront, centralized and shared among all internal stakeholders. This enables standardized manufacturing-driven design: Design for X (DFX).
Restructuring R&D: failing fast to succeed faster
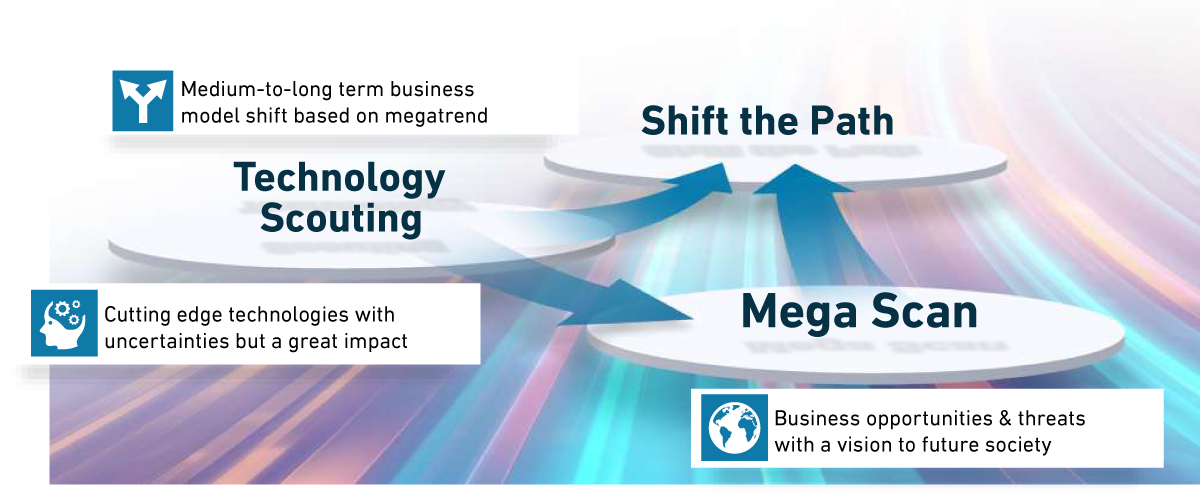
Top down, meanwhile, we are using insights gained from our Future Stream initiative - which analyzes the forces and ‘mega trends’ underlying economic and social development – to advance mass customization with modular design (MCMD). This approach allows us to efficiently produce the common parts of a product and then focus our resources on elements we can tailor for each customer - adding greater value and supporting the second pillar of ITO, which is ‘scope expansion’ to reach many more customers.
Since 2020, we have fundamentally reimagined MHI's R&D function to support working like this. We have created small teams with limited budgets and tight deadlines and instructed them to "fail fast and iterate". This approach has delivered clear results: faster proof-of-concept and minimum viable product (MVP) development, creation of new business projects, shorter lead times, and cost reductions.
We have conducted more than 2,000 hypothesis-driven validation projects over the past five years. As a result, over 20 new projects have moved forward, and several have already led to customer orders. One is a 90MPa-Class Ultra-High-Pressure Liquid Hydrogen Pump, which has received more than two dozen orders to date and began commercial operation at hydrogen refueling stations last year. This agile approach to R&D is an important enabler of ITO, helping to accelerate the identification and deployment of technologies that can be shared across business units.

The conglomerate advantage
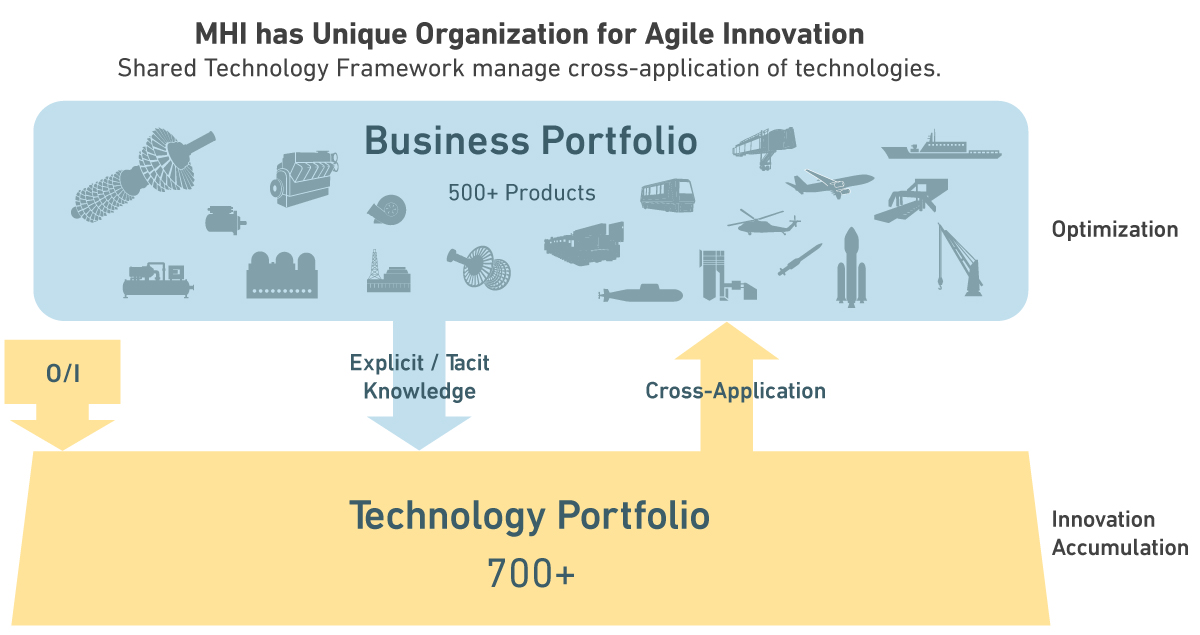
As mentioned, MHI has more than 30 business units, over 700 technologies, and 500+ products in its portfolio. The risk is that such diversity can lead to a dissipation of resources. In fact, our conglomerate structure is a strong advantage that enables maximum development efficiency through cross-application of technologies.
Each of our businesses is relatively small compared to major competitors in the same industry and would be less competitive if it competed independently. For this reason, the Shared Technology (ST) Framework which I oversee as Chief Technology Officer (CTO), develops, maintains, accumulates, and distributes technologies across products and businesses.
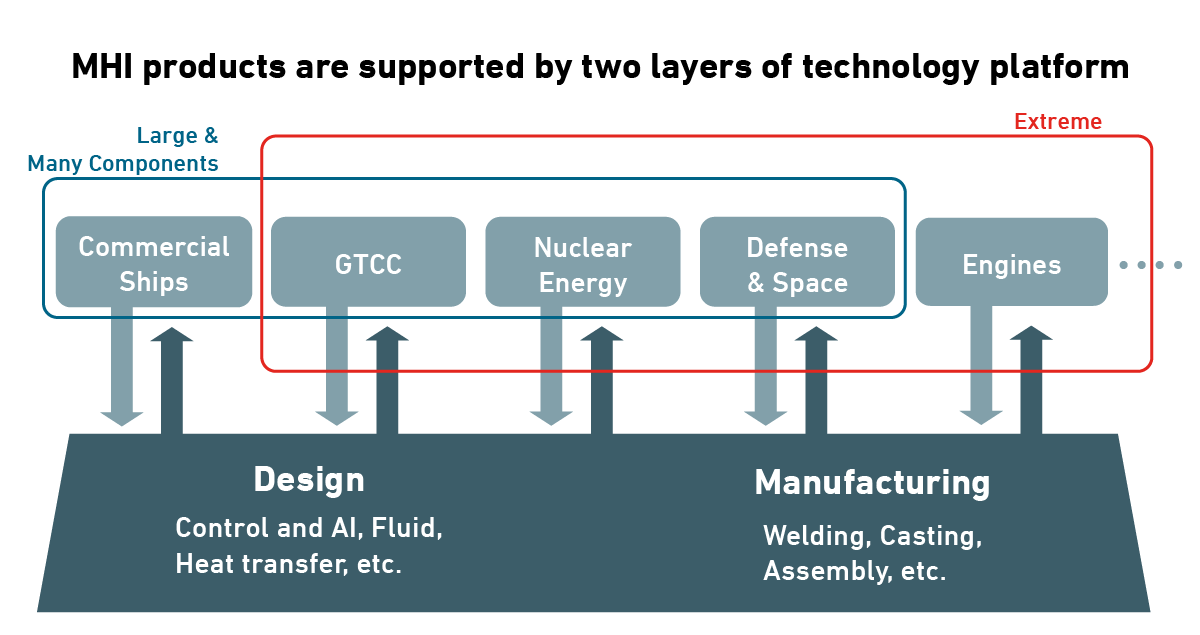
While our products range from commercial ships to gas turbines, nuclear reactors, rockets and fighter jets, they share common characteristics: the need to integrate many components; to control large and complex systems; and to operate in extreme environments with very high temperatures and pressures.
This means they can be designed and manufactured by applying the same core technologies. For example, our gas turbines are based on combustion and fluid technologies as well as inputs from Artificial Intelligence (AI) that we also use to build rockets, waste incineration facilities, compressors and chillers.
A concrete example demonstrates this advantage. Gas turbines operate in extremely harsh environments, at temperatures up to 1,600°C. To ensure stable, long-term operation under such conditions, the turbine blades are protected with thermal barrier coatings – which were created by leveraging ceramic technologies initially developed for our Solid Oxide Fuel Cells (SOFC).
This kind of rapid technology transfer is a clear strength of a conglomerate like MHI and would be difficult for a narrowly focused company to replicate.
ΣSynX: OT meets AI
Rapid digitalization and the rise of AI is a challenge for all companies. We are responding by making the most of our long-established expertise in operational technology (OT), including communications, sensing, and controls, that help hardware to function. And we are combining this strength with digital technologies through ΣSynX (SigmaSynX).

ΣSynX is a concept for creating new value by “smartly connecting” a wide range of machines, products, and services via digital technologies. The name reflects our thinking: Σ represents "the sum," Syn means synchronization and collaboration, and X stands for the future.
Even as AI and machine learning advance automation and intelligence, however, ΣSynX is based on the idea of developing technologies that are human-centric and able to work in harmony with people. As such, ΣSynX is not a specific product but a guiding concept. However, many products and solutions based on it are already in use across multiple business domains.
The ΣSynX Supervision video monitoring platform for steel plants, and the TOMONI solution for power plants, both enable operators to monitor equipment status and live site images from centralized or remote locations, supporting more efficient operations and reduced manpower. In logistics, we developed an automated picking solution for a beverage warehouse and conducted a joint demonstration with the Kirin Group, helping to automate operations and reduce labor.
ΣSynX is already utilizing AI - but critically, as ‘physical AI’ that understands the state of real, physical equipment and processes, and optimizes actual operations and maintenance, especially when used to analyze large volumes of operational data.
AI has significant potential but also clear limitations and, in my view, its value is maximized when it is combined with both hardware and human expertise. And this is where MHI's core strength lies: creating value by integrating mechanical, control, electrical, and digital technologies across entire physical systems and processes – with both hardware and people.
Securing talent in a ‘hardtech’ world
We need intellectual curiosity, strong communication skills and the ability to deliver results as part of a team. As investment in AI increases, resources dedicated to the ‘hardtech’ field are decreasing, and technologies essential to the manufacturing industry are becoming scarce, as are university courses related to hardtech - both in Japan and globally.
MHI believes that maintaining and advancing hardtech is essential and will give our company a competitive advantage. We are looking for engineers who have a foundation in engineering and understand how machines and whole systems behave but can also work with digital technologies, including the application of data analytics.
Our goal is not digitalization itself. Our focus is on maximizing customer value by combining highly reliable hardware with digital technologies and human expertise. Digital technology is a means, not the end. True differentiation comes from integrating digital solutions with MHI's core strengths in hardware – and, ultimately, with the people who understand both.
Learn more about Innovation at MHI Group
Related tags
SHARE



Tomoaki Omura
Tomoaki Omura is Chief Technology Officer of Mitsubishi Heavy Industries (MHI) Group
